Textile dyeing and finishing is a complex, systematic process involving raw materials, semi-finished goods, weaving, dyeing, and final finishing. Among them, spinning, weaving, and dyeing + printing + finishing are three relatively independent sectors.
Main Processes in Spinning:
- Opening and cleaning
- Carding
- Combing
- Drawing
- Roving
- Ring spinning
Main Processes in Weaving:
- Winding
- Warping
- Sizing
- Drawing-in
- Weaving
- Fabric finishing
Dyeing and Finishing Workflow:
Fabric preparation → Stitching → Singeing → Cold pad batching → Desizing, scouring, bleaching → Mercerizing → Pre-setting → Paste preparation → Printing (flat screen or rotary screen) → Steaming → Soaping → Heat setting → Shrink-proofing → Calendering → Final inspection and packing
Process Breakdown
1. Singeing
Purpose: Remove surface fuzz to enhance fabric smoothness, gloss, and appearance. It prevents uneven dyeing and printing defects and improves anti-pilling performance, especially for synthetic fibers. The fabric becomes cleaner and crisper in hand feel.
Cold Pad Batch: After singeing, the fabric is cooled and rested for over 20 hours.
2. Desizing, Scouring, and Bleaching
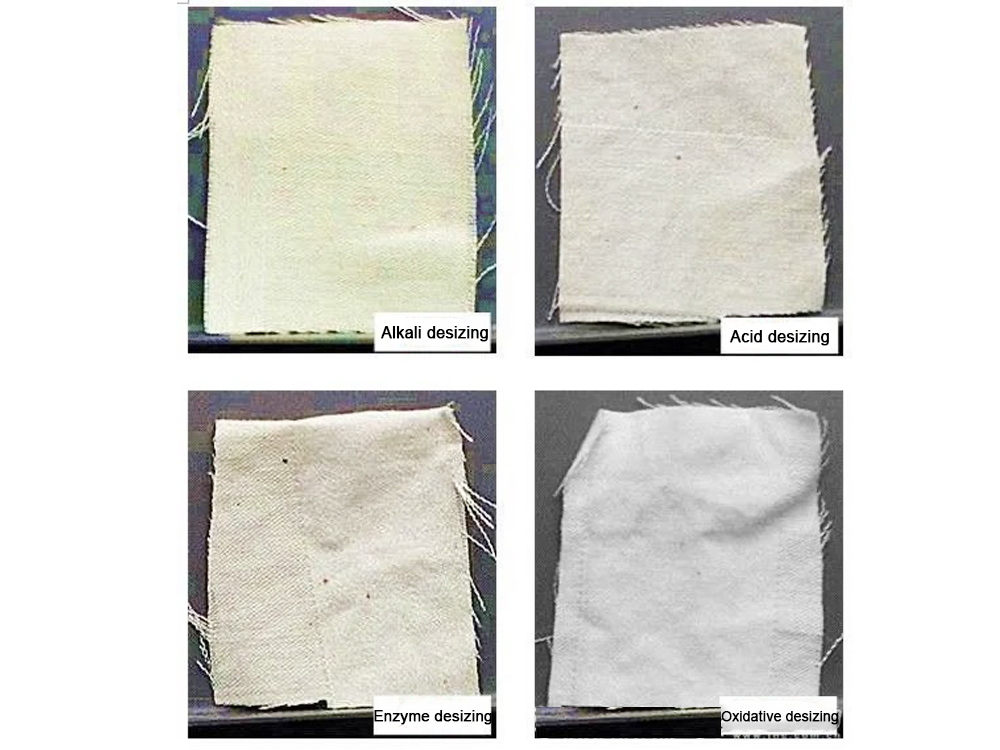
(1) Desizing
Purpose: Remove sizing agents applied during weaving to improve absorbency, reduce chemical consumption, and enhance final product quality.
Methods:
-
Hot water desizing: Effective for fabrics sized with water-soluble materials such as sodium alginate or cellulose derivatives.
-
Alkaline desizing: Suitable for starch-based sizes, using 10–20 g/L sodium hydroxide solution at 60–80°C for 6–12 hours.
-
Enzymatic desizing: Uses α-amylase to hydrolyze starch without damaging the fibers; fast and efficient.
-
Oxidative desizing: Involves hydrogen peroxide or sodium perbromate; efficient but must be controlled to avoid cellulose damage.
 (2) Scouring
(2) ScouringPurpose: Remove natural impurities like pectins, waxes, and seed residues to improve wettability and whiteness.
(3) Bleaching
Purpose: Eliminate residual natural pigments to improve brightness and prepare fabric for dyeing or printing.
Common agents: Sodium hypochlorite, hydrogen peroxide, sodium chlorite.
3. Mercerization
Process: The fabric swells irreversibly when treated with strong alkali, transforming cellulose I into cellulose II.
Key Factors:
- Caustic soda concentration
- Temperature
- Treatment time
- Tension applied to fabric
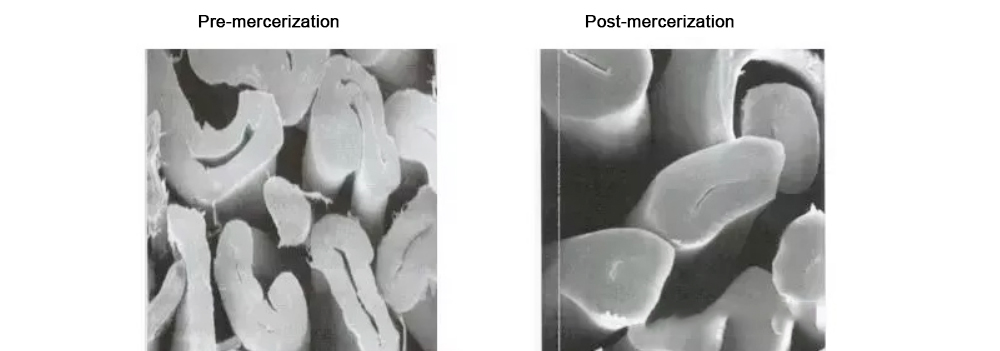
Benefits:
- Improved dimensional stability and reduced shrinkage
- Increased dye uptake and absorbency
- Enhanced luster
- Modified mechanical properties (e.g., reduced tensile strength)
Types:
- Dry mercerization: Performed at room temperature on dried fabric. Stable results but energy-intensive.
- Wet mercerization: Performed on wet fabric; saves energy and improves evenness but requires precise moisture control.
- Hot caustic mercerization: Better penetration and even alkali uptake, used for heavier fabrics.
4. Pre-setting (Pre-heat Setting)
Purpose: Thermally stabilize fabric structure, eliminate wrinkles, and improve dimensional stability and surface smoothness.
Critical Conditions:
- Temperature (most important)
- Treatment time
- Applied tension
- Use of swelling agents
Note: Sensitive shades (e.g., grey, army green, khaki) may shift color under heat and must be monitored post-setting.
5. Dyeing
Basic Steps: Dye adsorption → Diffusion → Fixation
Common Dye Types:
| Dye Type |
Suitable Fibers |
Advantages |
Disadvantages |
| Direct dyes |
Cotton, linen, silk, wool |
Simple application, low cost |
Poor wash/light fastness |
| Reactive dyes |
Cotton, linen, silk, wool |
Excellent wash fastness |
Moderate wet/acid fastness |
| Sulfur dyes |
Cellulose fibers |
Good wash/sunlight fastness |
Poor rubbing fastness, shade variation |
| Disperse dyes |
Polyester, nylon, acetate |
Short cycle, good brightness |
Sensitive to alkaline hydrolysis |
| Cationic dyes |
Acrylic, cationic polyester |
Bright shades, strong intensity |
Limited depth |
| Vat dyes |
Cotton and other cellulose |
Excellent overall fastness |
Expensive, some colors cause damage under light |
Dyeing Methods:
- Yarn dyeing: Hank dyeing, package dyeing, warp-beam dyeing
- Fabric dyeing: Rope dyeing, jig dyeing, pad dyeing, continuous dyeing
Key Factors:
- Time: Sufficient for diffusion and fixation
- Temperature: Affects fiber swelling, dye solubility, rate and depth of dyeing
- pH: Impacts dye behavior and shade accuracy
- Liquor ratio: Fabric weight to water volume
- Dye concentration: Measured in g/L, affects intensity and uniformity
- Auxiliaries & water quality: Crucial to achieve reproducible results

Color Fastness: Grades range from 1 to 5, with 5 being the best. Fastness requirements vary by application (e.g., apparel, home textiles, etc.).
Standard Light Sources:
- D65: International daylight (most widely used)
- TL84: Fluorescent store light (Europe/Japan)
- CWF: Cool white fluorescent (US retail/office)
- UV: For optical brighteners and fluorescent detection
- A: Simulated sunset light, reference only
6. Steaming and Soaping
Steaming: Used after printing (except for ice dyes and soluble vat dyes). Steaming promotes moisture absorption, dye fixation, and penetration into the fiber.
Soaping: Crucial post-steaming step. Removes unfixed dyes, prevents re-deposition, and improves colorfastness through dispersing, chelating, and suspending actions of soaping agents.
7. Shrink-Resist Finishing (Sanforizing)
Purpose: Mechanically reduce fabric shrinkage caused by internal tension during wet processing. Helps stabilize fabric width and improve dimensional accuracy.
8. Calendering, Electric Calendering, and Embossing
Calendering: Uses heat and pressure to flatten the fabric surface or create fine diagonal lines.
- Flat calendering: Hard + soft rollers, results in a smooth, crisp hand feel.
- Soft calendering: Two soft rollers yield a softer hand and milder sheen.
Electric Calendering: Uses heated rollers for gloss enhancement.
Embossing: Engraved metal rollers press patterns into the fabric under heat and pressure for decorative effects.
Note: Depending on the fabric type, additional processes like sueding, napping, shearing, raising, or softening may also be applied.
9. Final Inspection and Packaging
Inspection Criteria:
- Color shade
- Fabric width
- Hand feel
- Thickness
- Bowing/skew
- Dyeing & weaving defects
Inspection is typically done manually before final folding and packing.









