Aramid fiber is used in bicycle tires to ensure tire strength while achieving lightweight.
1. Structural design of aramid short fiber puncture-proof layer tires
Adding an aramid short fiber puncture-proof layer between the cord layer and the tread rubber of bicycle tires can effectively enhance the tire's puncture resistance. Although sharp objects such as nails will pierce the tire's tread rubber, when they come into contact with the aramid short fiber puncture-proof layer, the puncture-proof layer can well prevent the penetration of foreign objects under the support of the tire's internal pressure, thereby preventing the inner tube from being punctured.
2. Application of aramid short fiber in puncture-proof layer
Considering the feasibility of producing bicycle tires with aramid short fiber puncture-proof layer, the basic formula of the puncture-proof layer adopts the bicycle tire tread rubber formula that is widely used in tire production, and the application effect of different aramid short fiber dosages is investigated on the basis of the basic formula.
2.1 Analysis of the reinforcing effect of aramid short fiber
Common short fiber reinforcing materials in rubber compounds include cellulose fiber, cotton fiber, polyester fiber, nylon fiber and aramid fiber, etc., which can all improve the strength of the rubber compound.
There are microfibrils on
aramid pulp. From the three-dimensional morphological analysis, it can be found that aramid pulp microfibrils can make the bond between aramid pulp and rubber matrix more firmly.
It is difficult to evenly disperse the uncrimped aramid chopped short fibers with a length of less than 6 mm during mixing. Aramid pulp with a high specific surface area (7-9 m2·g-1) is relatively fluffy, prone to static electricity, and not easy to mix into the rubber compound, resulting in uneven dispersion. In order to better disperse aramid pulp in the rubber matrix, aramid pulp can be mixed in the form of dispersion or masterbatch. DuPont has developed a related patented technology that can better disperse aramid pulp into the rubber matrix. The product made in this way is called Kevlar®EE.
Experiments have shown that the composite modulus of Kevlar®EE aramid pulp reinforced rubber increases with the increase of aramid pulp content, so this study uses Kevlar®EE aramid pulp.
2.2 Effect of aramid pulp dosage on rubber interfacial adhesion
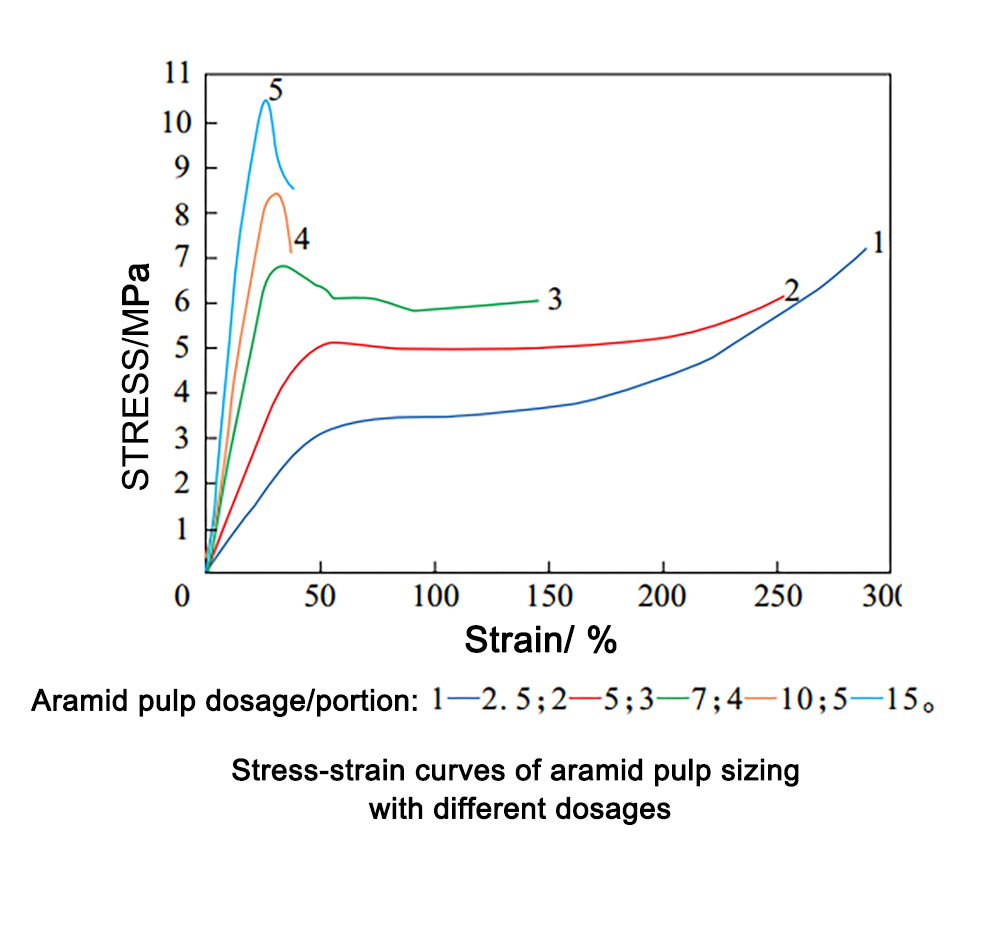
As the dosage of aramid pulp increases, the tensile strength and tear strength of the rubber compound increase, the interfacial slip elongation decreases, and the relative interfacial slip energy does not change.
As the external tensile force gradually increases, interfacial slip occurs between the aramid fiber and the rubber compound in the anti-stab layer, and eventually interfacial slip occurs, resulting in an inflection point in the stress-strain curve. The relative interfacial slip energy of the aramid fiber rubber compound is expressed in the rubber compound stress-strain curve, which is equivalent to the area of the approximate triangle figure enclosed by the curve and the horizontal axis. The use of relative interfacial slip energy can more intuitively reflect the energy of the rubber compound to produce interfacial slip. Stress of rubber compound filled with different dosages of aramid pulp. From this analysis, it can also be concluded that the dosage of aramid pulp has little effect on the relative interfacial slip energy of the anti-stab layer rubber compound.
3. Preparation of aramid pulp anti-puncture layer
The preparation process of aramid pulp anti-puncture layer of bicycle tire includes rubber plasticization → sheeting → sheet re-refining → adding compounding agent → anti-puncture laminated sheet → cooling → cutting.
Through analysis, it can be determined that the main factors affecting the performance of aramid pulp anti-puncture layer are aramid pulp dosage, anti-puncture layer thickness and tire vulcanization time. After the aramid pulp anti-puncture layer rubber is mixed, it is cut into anti-puncture layer rubber sheets of different thicknesses and widths by a sheet press and a cutter according to the production process parameters of bicycle tires of different specifications for standby use.
4. Analysis of factors affecting tire performance
4.1 Aramid pulp dosage
The effect of aramid pulp dosage in anti-puncture layer rubber on tire body strength and bonding strength.
With the increase of aramid pulp dosage, the tire body strength is significantly improved, which can improve the tire's puncture resistance. This is because with the increase of aramid pulp dosage, the composite modulus of the rubber increases, thereby increasing the tire body strength accordingly.
With the increase in the amount of aramid pulp, the adhesion of the tire body decreases, resulting in a decrease in the durability of the tire. This is mainly because with the increase in the amount of aramid pulp, the adhesion of the rubber decreases, resulting in a significant decrease in the adhesion between the puncture-proof layer and the cord layer.
4.2 Anti-puncture layer thickness
The effect of the thickness of the anti-puncture layer on the strength and adhesion of the tire body.
With the increase in the thickness of the anti-puncture layer, the strength of the tire body increases, and the puncture resistance of the tire is significantly improved; the effect of the thickness of the anti-puncture layer on the adhesion of the tire body is not obvious. The thicker the anti-puncture layer, the better the puncture resistance of the tire, but it will increase the weight of the tire, which is not conducive to the lightweight of the tire; the increase in the thickness of the anti-puncture layer will also increase the cost of the tire; an overly thick anti-puncture layer is not conducive to the heat dissipation of the tire, and it is easy to cause other problems during the driving of the tire.
4.3 Vulcanization time
Temperature, pressure and time are the three elements of tire vulcanization, among which temperature and pressure are usually certain, so the vulcanization time is the key factor affecting the performance of the tire. The vulcanization time has a significant effect on the performance of rubber products.
Effect of vulcanization time on tire strength and bonding strength.
In the normal vulcanization range of tires (8.5-9.5 min), the tire strength and bonding performance fluctuate slightly; but when the tire is under-vulcanized and over-vulcanized, the tire strength and bonding performance decrease significantly with the increase of under-vulcanization and over-vulcanization.
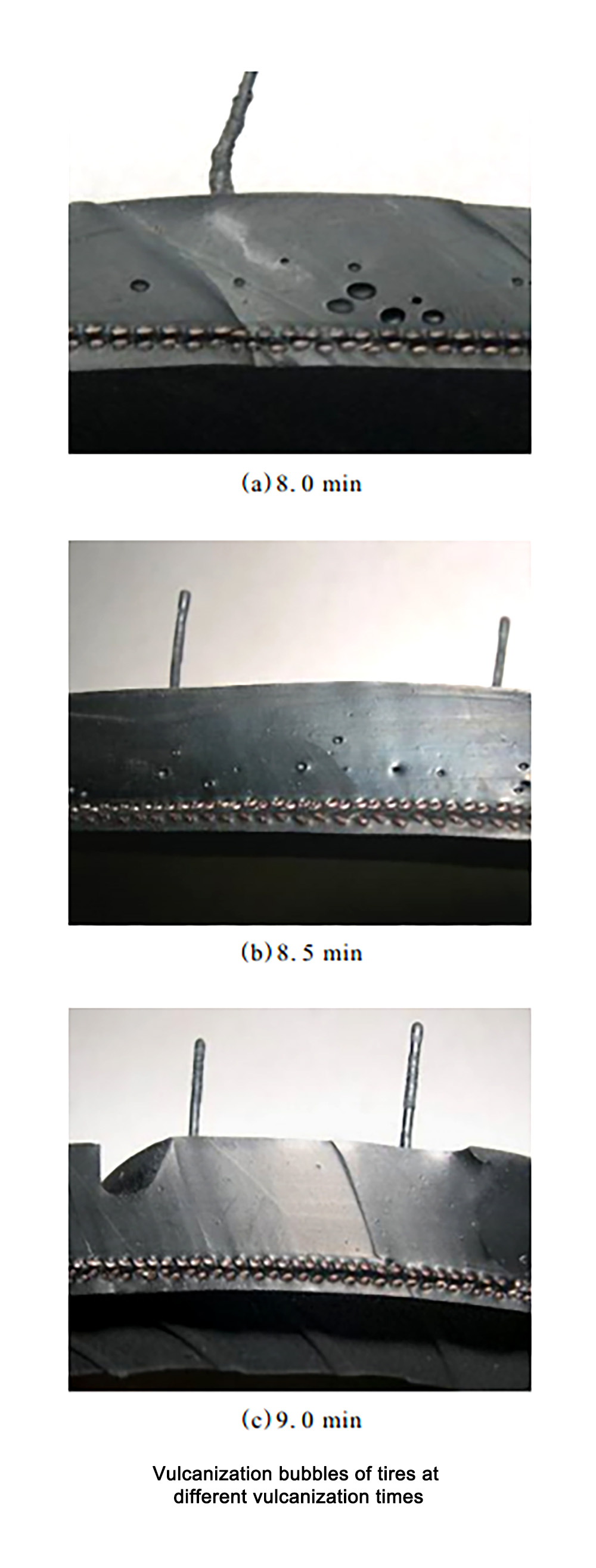
In order to quickly determine the positive vulcanization time of tires under different aramid pulp dosages and puncture-proof layer thicknesses, the bubble critical point time method can be used. First, two definitions are clarified. One is the bubble point time, that is, the time when bubbles appear in the tire when vulcanized at a certain temperature and pressure; the other is the bubble critical point time, that is, the time when bubbles disappear when vulcanized at a certain temperature and pressure. For example: The bubble situation of a certain specification tire at different vulcanization times under the existing temperature and pressure is shown in Figure 7, and it can be concluded that the bubble point time of the tire of this specification is 8.5 min and the bubble critical point time is 9.0 min.
The initial bubble critical point time can be set based on similar specifications to preliminarily determine the bubble critical point time of the tire of this specification, that is, the provisional vulcanization time minus the safety time. The actual bubble critical point time method is to vulcanize the tire according to the initial bubble critical point time. If no bubbles appear, the vulcanization time is appropriately shortened (decreased by 15 to 60 seconds each time according to the specific specifications) until the bubble critical point time is found; if bubbles appear, the vulcanization time is appropriately extended (increased according to the location and size of the bubbles) until the bubble critical point time is found. When confirming the bubble point of the tire, the tire should be cut while hot to observe whether the tire section (including the tread of the upper and lower molds, between the cord layers, tire rims, etc.) has bubbles, and mark them. The positive vulcanization time is the sum of the bubble critical point time, the safety time and the time affected by seasonal factors. According to experience, when the bubble critical point time is ≤5, 5 to 7, 8 to 14, 15 to 18 and ≥18 min, the safety time is 1, 2, 3, 4 min and 20% of the bubble critical point time respectively.
Conclusion
The reinforcing effects of aramid staple fiber and aramid pulp on rubber were analyzed and compared, and Kevlar®EE aramid pulp was used to prepare the puncture-proof layer of bicycle tires. The effects of aramid pulp dosage, puncture-proof layer thickness and vulcanization time on tire body strength and adhesion performance were studied. The conclusions are as follows:
- With the increase of aramid pulp dosage, tire body strength increased significantly, but adhesion performance decreased.
- With the increase of puncture-proof layer thickness, tire body strength increased, and the change trend of adhesion strength was irregular.
- Within the normal vulcanization range of tires, tire body strength and adhesion performance fluctuated slightly; but when the tire was in an under-sulfur or over-sulfur state, with the increase of under-sulfur and over-sulfur degree, tire body strength and adhesion performance decreased significantly.