The application of para-aramid faces three major problems: poor UV resistance, low axial compression strength and poor adhesion to resin. These shortcomings limit the application of para-aramid in composite materials and other fields.
The application of para-aramid faces three major problems: poor UV resistance, low axial compression strength and poor adhesion to resin. These shortcomings limit the application of para-aramid in composite materials and other fields.
The application field of para-aramid determines that it is inevitable to use it outdoors for a long time, so it is very important to improve its UV resistance. The poor UV resistance of aramid is due to the presence of a large number of benzene rings and carbonyl groups in the structure. This conjugated structure absorbs UV energy and causes the amide bond to break. There are many studies on improving the UV resistance of aramid. Common methods include coating the fiber surface, grafting UV absorbers or UV shielding agents, etc. For example, TiO2 and ZnO are introduced on the fiber surface. The principle is to scatter UV rays through Ti02 or Zn0, thereby reducing the absorption of UV rays by the fiber body. Studies have shown that after 168 hours of UV irradiation, the Kevlar fiber with nano-TiO2 grafted on the surface can still maintain 90% of its tensile strength, while the untreated Kevlar fiber can only maintain 75% of its tensile strength after the same irradiation.
Another disadvantage of para-aramid as a composite reinforcement is its low axial compressive strength. The compressive strength of aramid is generally 200~400MPa, which is less than 1/10 of its tensile strength and far lower than the compressive strength of carbon fiber (>1.0GPa), which limits its application in composite materials and other fields. Many scholars have conducted a lot of research on improving the axial compressive strength of aramid, such as heat treatment above 400°C to crosslink the fibers. Although the compressive strength of the fibers increased by more than 2.5 times after heat treatment, its tensile strength was greatly reduced, indicating that the macromolecular chain was accompanied by a certain degree of degradation during the heat treatment process. Some researchers also directly introduced crosslinkable groups into the macromolecular chain through copolymerization. Tao Jiang et al. Introduced the benzocyclobutene (XTA) structure that can be crosslinked at high temperature into the PPTA macromolecular chain through copolymerization. Above 320°C, the benzocyclobutene structure began to crosslink, and the degree of crosslinking gradually increased with the increase of heat treatment temperature and heat treatment time. After PPTA-co-XTA fiber was treated at 330°C for 10s, a large number of microfibrillated structures were still present inside the fiber; however, after being treated at 410°C for 120s, the cross section of the fiber was flat and smooth, and no microfibrillated structure was detected, indicating that a large cross-linking structure had appeared between the microfibrils. However, the mechanical properties test showed that the tensile strength of the fiber decreased significantly after cross-linking. This is because the high-temperature cross-linking process inevitably brings about a certain degree of degradation, which causes the tensile strength to decrease.
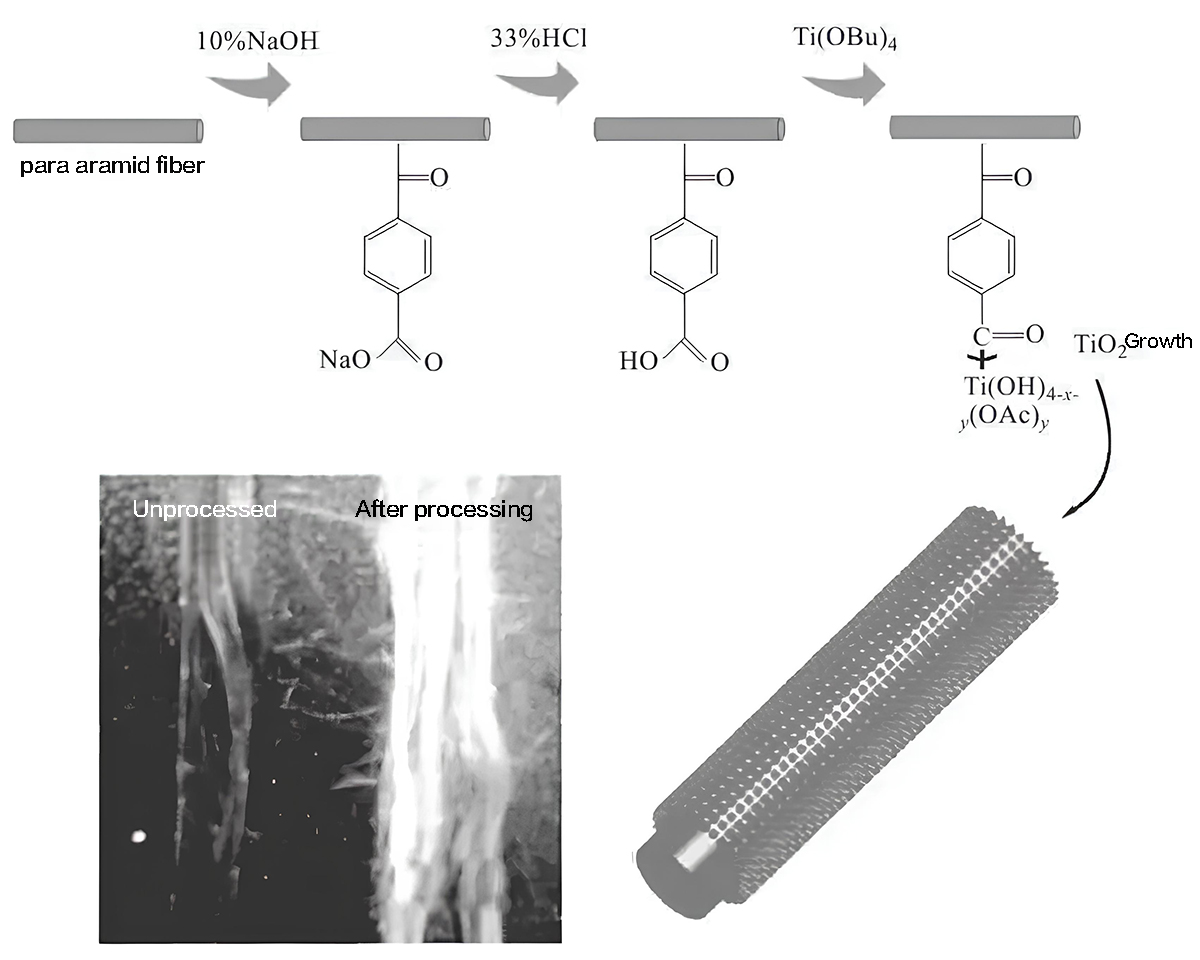
Schematic diagram of the principle of TiO2 surface modification of para-fiber to improve UV resistance
Some people have also proposed coating a layer of inorganic material with high compressive strength, such as SiC, on the fiber surface. However, the coating itself will affect the wettability of the fiber with the resin, and the thickness of the coating will affect the toughness of the fiber. Another commonly used method is to introduce hydrogen bonding interactions between molecules. For example, Armos fiber produced in Russia is ternary copolymerized by introducing diamine monomers containing benzimidazole structure. The hydrogen bonding interactions between macromolecular chains are enhanced, and its compressive strength is 1.39 times that of VICWA aramid fiber. However, further improving the compressive strength of para-aramid is still a major problem.
Another disadvantage of para-aramid used as a composite reinforcement is that it has poor adhesion to the matrix resin, which requires surface modification of the fiber. Common methods include chemical grafting, plasma treatment, irradiation treatment, chemical etching and direct fluorination, among which direct fluorination technology is a relatively effective surface treatment method that has emerged in recent years.









